 English
English
- Automatic Brick Making Machine
- QT18-20 Block Making Machine
- QT12-15 Automatic Brick Making Machine
- QT10-15 Automatic Block Making Machine
- QT8-15 Block Making Machine
- QT6-15 Block Machine (Interlocking Pavers)
- QT5-15 Block Making Machine
- QT4-25 Semi-Automatic Brick Machine
- QT4-20 Block Making Machine (Solid / Hollow Block)
- QT3-20 Block Making Machine
- Fully Automatic Brick Production Line
- Fully Automatic Block Production Line
- Semi-automatic Production Line with Central Control System
- Simple Production Line
- AAC Lightweight Block Production Line
- Concrete Batching Plant
- Ready-mixed Concrete Mixing Plant (RMC Batching Plant)
- Modular Concrete Mixing Plant
- Mobile Concrete Mixing Plant
- Compulsion Type Concrete Mixers
- QM500 Concrete Mixers
- QM350 Concrete Mixers
- Paving Stone and Curb Forming Machine
- QM-1500K Concrete Curb And Paving Stone Forming Machine
- QM-2000S/3000S Concrete Curb And Paving Stone Forming Machine
- Roof Tile Forming Machine
AAC Lightweight Block Production Line
As a new building material, AAC lightweight block production line fulfills the demand of concrete industry, which requires to save the natural resources and protect the environment.Queen Machinery Co.,Ltd's AAC lightweight block making plant can meet the specific requirements of the market and customers.

AAC is environment-friendly and new building material. AAC has the advantages of extremely light weight, high compressive strength, excellent thermal insulation, great acoustic insulation and high fire resistance. AAC is produced out of a mix of cement, lime, fly ash, gangue, river sand and aluminium powder etc., through batching, mixing, casting, cutting and autoclaving. AAC can be produced in a large variety of sizes, from stand blocks to large reinforced panels, and it can be cut, sawn, drilled, nailed and milled like wood, making it an extremely workable product. 
| Annual Capacity (300 days) | ower | Daily Capacity | Cycle Time | No. of Autoclaves |
| 50,000 m3/year | 400 KW | 166 m3/day | 10 hours | 2 |
| 100,000 m3/year | 500 KW | 333 m3/day | 10 hours | 4 |
| 150,000 m3/year | 630 KW | 500 m3/day | 10 hours | 6 |
| 200,000 m3/year | 720 KW | 666 m3/day | 10 hours | 8 |
| *Theoretical output with suitable aggregates & materials. | ||||
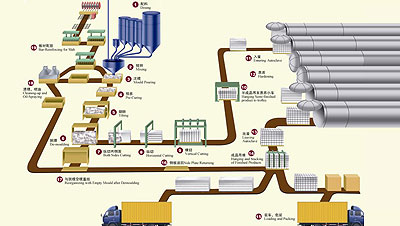
1) First, dose and match measured raw materials;
2) After distributing, feed raw material into pouring mixer to make slurry;
3) Through thoroughly mixing, the slurry is poured to mould;
4) After pre-curing under a certain temperature and time, the block would reach a certain hardness prepare for cutting;
5) Tilting hoister would turn over 90 degree of mould;
6) Then open the mould and separate it from block, and take the block with side plate to cutting cart;
7) The blocks then be cut through the cutter firstly of two vertical sides of block;
8) Secondly the horizontal cutting;
9) Finally the vertical cutting;
10) After cutting, the block is hanged to trolley with side plate by semi-finished product hoister;
11) Organizing the cut blocks and put them into autoclave;
12) Hardening the blocks under certain temperature and pressure;
13) Take finished products out of autoclave;
14) The finished product hoister take the finished product to stock shield;
15) Packed for loading;
16) The side plate return back by side plate roller;
17) Side plate would be organized with open mould;
18) Clean the mould and preparing for next pouring;
19) Steel bars processing line for slab production;
